DIN7991 육각 소켓 접시머리 나사 등급 탄소강 아연 도금 등급 8.8 10.9





DIN7991 육각 소켓 접시머리 나사 등급 탄소강 아연 도금 등급 8.8 10.9
설명
빠른응답
빠른인용
빠른배달
배송 준비 완료
10000+ 창고에 있는 SKU
우리는 RTS 항목에 대해 약속합니다:
70% 배달된 물품 5일 이내
80% 배달된 물품 7일 이내
90% 배달된 물품10일 이내
대량주문시 고객센터로 연락주세요

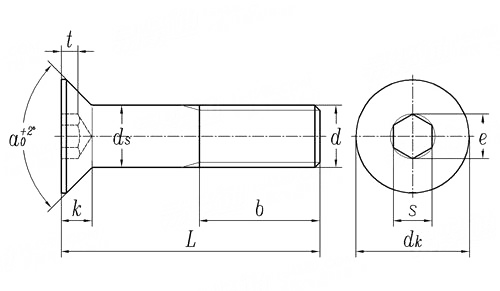
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | 정점 | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | 톨.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| 엘>200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | 최대=공칭 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| 최소 | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 35.38 | 38.38 | |
| ds | 최대=공칭 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| 최소 | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | 21.67 | 23.67 | |
| e | 최소 | 2.3 | 2.87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | 맥스 | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | 명사 같은 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| 최소 | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| 맥스 | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | 최대=공칭 | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| 최소 | 0.95 | 1.55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9.87 | |
상세설명


고강도 패스너는 아연 도금 시 바삭바삭한 느낌을 줍니다. 특별한 주의가 필요합니다.
수소 취성은 일반적으로 응력 하에서 지연된 파괴를 특징으로 합니다. 자동차 스프링, 와셔, 나사, 시트 스프링 및 기타 아연 도금 부품이 있는데, 조립 후 몇 시간 내에 파손된 경우 파손 비율이 40%~50%입니다. 특수 제품의 카드뮴 도금 부품을 사용하는 과정에서 일괄 균열 균열이 발생하여 국가 핵심 문제를 해결하고 엄격한 탈수소 공정을 제정했습니다. 또한, 일부 수소 취성은 지연된 파괴 현상을 나타내지 않습니다. 예를 들어 전기 도금 행거 (강선, 구리선)는 여러 번 전기 도금 및 산세 도금으로 인해 수소 침투가 더 심각하고 종종 사용 중에 접히는 현상이 나타납니다. 취성파괴 현상이 발생하고; 여러 번 크롬 도금을 한 후 산탄총의 맨드릴이 땅에 떨어져 부러졌습니다. 일부 담금질된 부품(큰 내부 응력)은 산세척 시 균열이 발생합니다. 이러한 부품은 외부 응력 없이도 심하게 수소화되고 균열이 발생하므로 더 이상 탈수소화를 통해 원래의 인성을 복원하는 데 사용할 수 없습니다.
재료 강도가 높을수록 수소 취성 민감도가 높아집니다. 이는 전기도금 공정 사양을 작성할 때 표면 처리 기술자가 명확히 해야 하는 기본 개념입니다. 국제 표준에서 요구하는 인장 강도 σb>105kg/mm2를 갖는 강재는 도금 전 응력과 그에 따른 도금 후 탈수소 처리를 받아야 합니다. 프랑스 항공 산업은 항복 강도 σs>90kg/mm2를 갖는 강철 부품에 대해 상응하는 탈수소화 처리를 요구합니다.
강철 강도와 경도 사이의 좋은 일치로 인해 강도보다 경도로 재료의 수소 취성 민감도를 판단하는 것이 더 직관적이고 편리합니다. 완벽한 제품 도면 및 가공 공정에는 강철 경도가 표시되어야 하기 때문입니다. 전기 도금에서는 HRC38 부근의 강철 경도에서 수소 취성 파괴의 위험이 나타나기 시작하는 것을 발견했습니다. HRC43보다 높은 부품의 경우 도금 후 탈수소화를 고려해야 합니다. 경도가 HRC60 정도인 경우 표면 처리 후 즉시 탈수소 처리를 수행해야 합니다. 그렇지 않으면 강철 부품이 몇 시간 내에 균열이 발생합니다.
포장






회사 소개







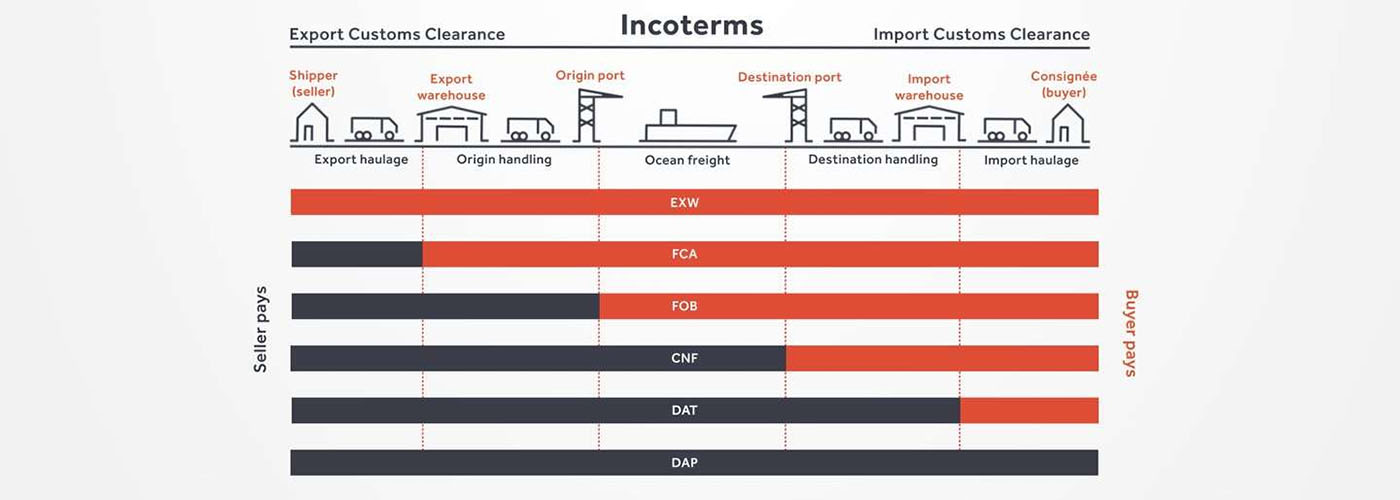
* 다음 도표는 다양한 무역 인코텀즈를 나타냅니다. 선호하는 것을 선택해 주세요.